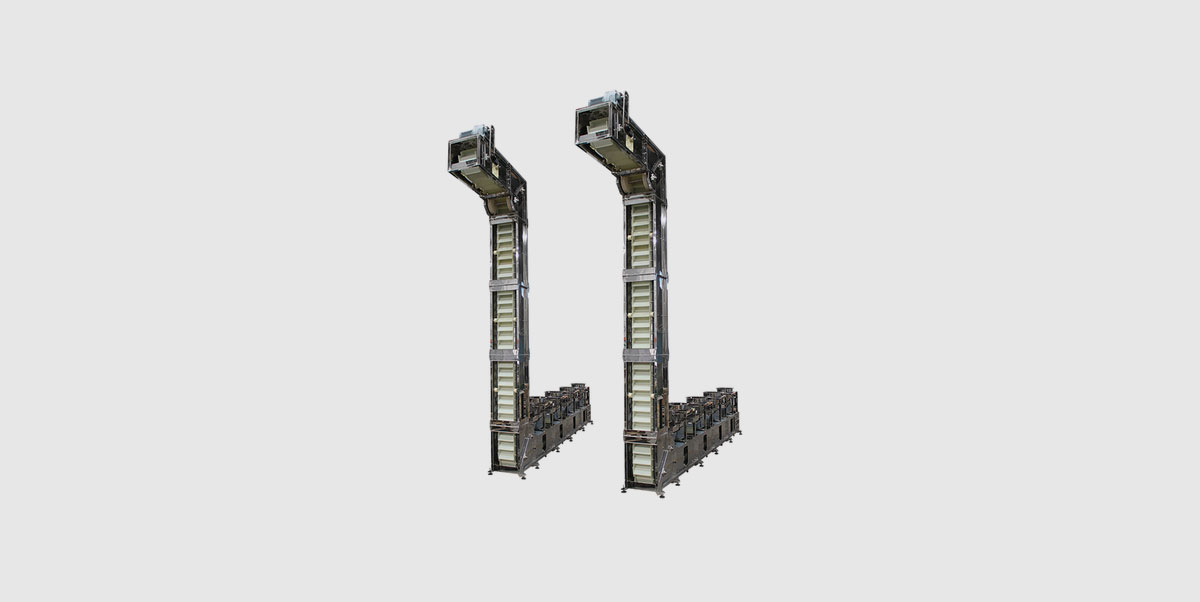
Pendulum bucket elevator
Material handling during optical sorting requires efficient material handling systems. In terms of optimization, the Pendulum bucket elevators meet the space saving criterion, thanks to the fact that the upward transport is carried out vertically. Another advantage of this solution is limiting the number of different devices, as they combine the possibilities of horizontal and vertical transport in one device, with the possibility of making them in various spatial arrangements, marked as types Z, C, and J.
Pendulum bucket elevators are also characterized by the highest level of material safety against mechanical damage because the material transported in them passes all the way between the collection and delivery of the material at rest in relation to the bucket. It not exposed to shocks or damage by mechanisms found in other types of conveyors. In addition, the material at the end of the conveying path is poured out by gently tilting the bucket, which protects it against high velocity impact, e.g. against the walls of the buffer basket.







